[ Road Wheels ] [ Driveline ] [ Making Tracks ] [ WaterJets ] [ Suspension ] [ Onboard Computer ]
![]()
 |
The hull is hand laminated fiberglass, averaging 3/16"
thick, and weighing 12 lbs. The hull has no compound curves and can thus be built up
from flat sheets and sheets that are curved in only one direction. I first made flat sheets of fiberglass on plate glass forms, approximately 1/16" thick. I also made curved sheets, using bent fiberglass sheet as a form. I cut the various curved and flat panels and assembled the body with epoxy. Finally, the interior surfaces were abraded with a dremel rotary sander and then additional glass laminations were made to the interior until full thickness was achieved. |
|


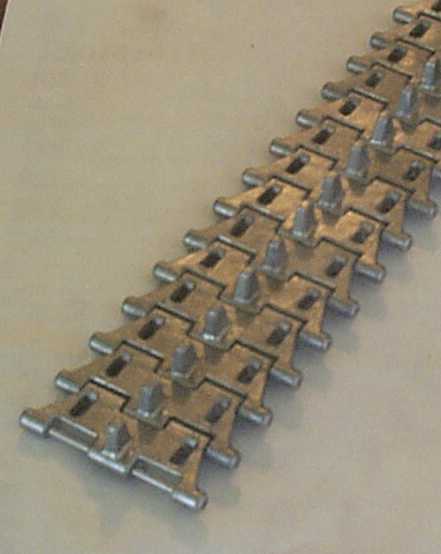 |
The tracks are cast aluminum links with molded
neoprene traction pads. The link pins are 5/64" 302 stainless steel pins, held
in place with a 3-48 grub stainless (18-8) grub screw at each side of the link. The casting was done by first machining a master link. From the master I made polyester top and bottom molds, with 1/4" diameter alignment pins built into the mold halves. I then made 4 sets of RTV male molds, once again with the 1/4" alignment pin holes. Finally I made over 200 plaster of paris mold sets from the RTV molds. The aluminum is poured into the plaster molds, which are damaged by the heat and can only be used once. Casting small parts like track links with any reliability requires preheating the molds and pouring at precisely the "right" temperature. I preheated molds to 500 degrees F, removing them from the oven within one minute of the pour. The molds were wrapped in aluminum foil to reduce cooling once removed from the oven. I used a thermocouple probe to verify pour temperature, which needed to be within a 40 degrees F range for the pour to succeed. |
 |
| The water jets are constructed of 1/16" thick 304 stainless steel tube and sheet. All joints have been TIG welded. |
|



 |
The hatch bases are 6061 aluminum, with tempered glass view ports. The aluminum was machined on a Sherline lathe, and the viewport slots were cut with a Sherline mill and rotary table. The glass view ports were cut from 3/8" tempered plate glass, using a lapidary-style flat lap. |
The suspension system construction is detailed here.
Driveline construction is detailed here.
Road wheel crafting is detailed here.
The onboard computer system design is here.
More waterjet photos are here.
When everything is done, it should look something like this model. I found the pic in December 1999 on the Dutch armor site, I think.
